Chers clients, chers partenaires,
Tout comme la nature qui se réinvente à chaque automne 🍂, chez Offset 5, nous sommes constamment à l’affût des évolutions et des tendances dans le monde de la communication et de l’édition 📚.
Nous avons le plaisir de vous présenter quelques-unes de nos créations récentes 🎨.
Plus que de simples sources d’inspiration 💡, ces créations illustrent notre collaboration avec nos clients et partenaires pour réaliser des outils de communication à la fois attrayants et efficaces.
Au plaisir de contribuer à vos futures réussites 🚀,
L’équipe de l’Agence Offset 5
Quels contrôles sont réalisés avant et pendant l’impression ?
Contrôles en amont de l’impression
Validation des fichiers en pré-presse
Avant tout lancement, les fichiers sont vérifiés pour contrôler leur conformité technique : résolution, formats colorimétriques, fonds perdus, polices, débords et imposition. Les systèmes automatisés de préflight détectent les erreurs, mais une expertise humaine reste indispensable pour valider la faisabilité industrielle. Cette étape assure que les fichiers sont adaptés au procédé choisi (offset feuille, rotative, impression H-UV). Tout écart identifié fait l’objet d’un échange client pour validation ou correction.
Épreuves et BAT
Des épreuves contractuelles peuvent être produites : épreuves numériques certifiées, cromalins, ou en cas de besoins spécifiques, BAT papier machine imprimé en conditions réelles. Ces supports permettent de valider la restitution des couleurs, le rendu visuel, la conformité des repères et le positionnement. Cette phase formelle engage la production, notamment en présence de gestion colorimétrique complexe ou de chartes d’enseigne.
Contrôles sur machine pendant l’impression
Calage et mises en route
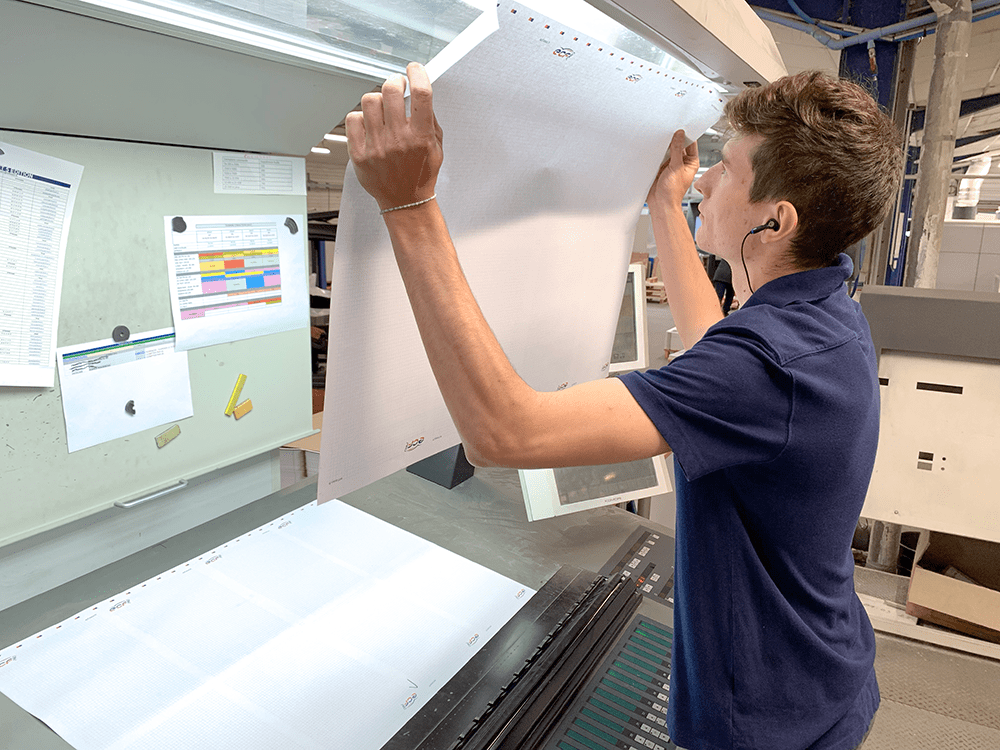
Une fois les plaques en place, les opérateurs réalisent un calage précis : repérage des couleurs, ajustement de l’encrage, alignement des repères. Des tests sont effectués pour stabiliser les paramètres, et plusieurs feuilles sont retirées pour validation du chef de machine. Le premier tirage client peut être présenté pour validation sur site.
Suivi en cours de tirage
Pendant toute la production, des contrôles visuels et automatisés sont effectués à intervalles réguliers. Ils portent sur la densité des encres, le repérage des plaques, les éventuels défauts mécaniques (macules, aplats sales, pliages prématurés). Certains systèmes embarqués permettent une mesure densitométrique en continu, corrigeant automatiquement les écarts. En complément, les opérateurs prélèvent régulièrement des feuilles pour s’assurer de la stabilité du rendu, particulièrement en rotation ou sur longs tirages.
Équipements de contrôle utilisés
Les outils varient selon les types de presse et les exigences du projet : densitomètres, spectrophotomètres, caméras de vision embarquées, logiciels de contrôle qualité, balances de grammage papier. Ces dispositifs sont couplés à l’expertise machine, chaque chef d’équipe intervenant en cas d’écart pour ajustement immédiat.
Qu’en est-il chez Offset 5 ?
Chez Offset 5, la coordination entre pré-presse, impression et façonnage est structurée autour d’un flux technique intégré. Les fichiers sont analysés automatiquement dès leur réception, puis contrôlés par les opérateurs PAO pour anticiper les points critiques. Chaque machine offset feuille et rotative dispose de ses propres procédures de calage et de test. Les chefs de machine assurent une vérification systématique des densités et du repérage tout au long du tirage. Nos presses H-UV sont équipées de systèmes de régulation densitométrique automatique. Le planning central pilote chaque séquence à la demie-journée, en lien direct avec la fabrication. En cas de contraintes spécifiques, un BAT machine peut être proposé sur demande. Le service qualité enregistre les contrôles et assure la conformité systématique des départs façonnage. La logistique intègre ces cadences pour garantir les délais de livraison.
Pourquoi ces contrôles sont-ils indispensables ?
Limiter les erreurs, maîtriser les coûts
Chaque erreur non détectée lors du calage peut entraîner des pertes matières, du gaspillage ou des arrêts techniques. En sécurisant la production en amont et en cours de tirage, les contrôles permettent de respecter les plannings, les budgets et les exigences de qualité attendues.
Répondre aux exigences techniques et environnementales
Respecter les tolérances techniques (grammage, recyclabilité, aplats, précision du rainage) est essentiel dans des projets intégrant du papier certifié, des encres spécifiques ou des utilisations complexes. Une maîtrise rigoureuse des flux permet aussi de mieux valoriser les déchets papier dans une logique de circularité adaptée aux normes françaises.
Comment sont planifiées les impressions dans un atelier industriel ?
Une planification structurée à plusieurs niveaux
Ordonnancement et gestion des priorités
Dans un atelier industriel, la planification des impressions repose sur un principe d’ordonnancement centralisé. Chaque commande entre dans un planning global qui intègre la date de livraison souhaitée, les contraintes du client, les ressources internes disponibles et les temps techniques nécessaires. Ce processus tient compte de plusieurs paramètres : grammages du papier, temps de calage, nombre d’exemplaires, finitions, et modes de transport. Une hiérarchisation est donc mise en place pour optimiser les séquences et limiter les changements de forme ou de support, à la fois pour des raisons d’efficacité technique et de réduction des pertes matières.
Flux documentaires et planification sans fichiers
Dans de nombreux cas, la commande est engagée avant réception d’un fichier définitif. L’imprimeur planifie alors en fonction du devis, des gabarits connus et des historiques précédents. Cela permet d’assurer un engagement anticipé dans le planning machine, indispensable en environnement tendu. L’atelier s’appuie sur un dossier de fabrication préparé en amont par le service pré-presse, même si les PDF de production ne sont pas encore livrés. Le flux reste maîtrisé grâce à un système d’information centralisé.
Coordination des services et contraintes industrielles
Relations entre pré-presse, impression et façonnage
La planification implique une coordination forte entre les différents pôles de production. Le pré-presse doit valider chaque fichier dans les délais pour permettre une mise en machine conforme. Les opérateurs en impression reçoivent une feuille de route qui précise les caractéristiques techniques, les attentes qualité et les délais. En aval, le façonnage et la logistique s’ajustent au rythme de sortie des impressions, notamment lorsqu’il y a des opérations d’assemblage, de pliage ou d’encartage complexes.
Prise en compte de l’impact environnemental
La planification vise aussi à limiter les gaspillages. Par exemple, en regroupant des travaux sur le même papier ou format machine, on réduit la gâche et la consommation énergétique. Le choix des papiers certifiés PEFC ou FSC, l’ajustement des formats pour optimiser l’imposition, et la mutualisation des transports en livraison sont aussi intégrés dans la démarche.
Qu’en est-il chez Offset 5 ?
Chez Offset 5, la planification des impressions est gérée par un service dédié en lien direct avec l’ensemble des pôles de production. Dès l’enregistrement d’un bon de commande, un créneau est réservé, même en phase de finalisation de fichier. Le planning centralisé intègre les capacités de chaque presse offset ou numérique, les temps de préparation, ainsi que les contraintes techniques spécifiques. Le flux de production repose sur un ERP industriel qui relie la pré-presse, l’impression, le façonnage et la logistique. Chaque étape fait l’objet d’un contrôle qualité documenté, encadré par des référents d’atelier. Les conflits de planning sont gérés lors de réunions hebdomadaires et de points quotidiens interservices. Un coordinateur technique assure le lien entre les services pour anticiper les risques, ajuster les ressources et garantir les engagements de délais.
Anticipation et marges d’ajustement
Réactivité face aux aléas
Un calendrier d’impression reste sujet à des aléas : retard fichiers, aléas techniques, ajout tardif d’une opération de finition, etc. Pour cela, des marges de sécurité sont intégrées, et des réflexes de réaffectation des travaux sur d’autres machines existent. Un atelier industriel organise donc sa réactivité dès la phase de planification.
Rôle du partenariat client-imprimeur
La qualité de la planification dépend aussi de la relation amont avec le client. Plus les paramètres techniques sont définis tôt (formats, choix papier, nombre de pages, finitions), plus le planning sera précis. Le rôle de l’imprimeur est d’accompagner les donneurs d’ordre dans cette phase, même sans fichier final, en s’appuyant sur l’expérience de cas similaires ou sur des spécifications types.
Comment circule un dossier entre les différents services d’un imprimeur ?
Structuration d’un flux de production industrielle
Une chaîne organisée autour du fichier
Le parcours d’un dossier en imprimerie industrielle débute généralement bien en amont de la production. Avant tout traitement technique, l’imprimeur reçoit un devis précisé sans nécessairement disposer encore des fichiers. Cette approche permet d’intégrer les contraintes d’impression, les exigences du papier et les délais. Dès l’envoi effectif des éléments, l’ensemble du dossier entre dans une chaîne de traitement rigoureusement séquencée : vérification des fichiers, imposition, calibration colorimétrique, et préparation des épreuves.
Des transitions validées entre services
À chaque étape, des contrôles sont réalisés pour garantir conformité et cohérence. Le passage entre services (pré-presse, production, façonnage, logistique) se fait après validation d’étapes clés : Bon à tirer client, validation interne des plaques, calage machine conforme. Le flux repose sur cette logique de jalon technique validé, qui permet d’éviter retards ou reprises coûteuses.
Rôle des équipes et outils dans la circulation
Services spécialisés, coordination centralisée
Chaque service mobilise des compétences précises : opérateurs prépresse, conducteurs offset, responsables de chaîne de brochage, préparateurs logistiques. Pour assurer fluidité et réactivité, la plupart des imprimeurs industriels fonctionnent avec un planning centralisé et une plateforme de suivi des dossiers. Ces outils permettent aux équipes d’anticiper les contraintes de production et de minimiser les ruptures entre flux.
Traçabilité, qualité et anticipation
Le dossier suit un chemin logique mais non linéaire : des retours arrière sont possibles (corrections prépresse, réimpression partielle). La traçabilité est donc essentielle : chaque étape produit un enregistrement permettant de suivre l’état du dossier. Des points de contrôle qualité sont intégrés à la production (densité en cours d’impression, pliage, collage, conditionnement), garantissant le respect du cahier des charges initial.
Contraintes techniques et interopérabilité
Adéquation fichier-matériau-machine
La circulation optimale d’un dossier dépend de la compatibilité entre les caractéristiques du fichier, les spécificités du papier envisagé, et les capacités des machines. Certains papiers certifiés PEFC ou FSC nécessitent des encres adaptées ; les gabarits imposent aussi une imposition précise pour minimiser les pertes. Les choix initiaux ont donc un impact tout au long du flux.
Souplesse institutionnelle des ateliers
Les imprimeries industrielles modulent en permanence leurs flux internes selon la complexité des produits (multilingue, combinés, dos carré collé, pliages multiples). Cela implique une interopérabilité avancée entre services, renforcée par la standardisation des procédures techniques et des formats de validation.
Qu’en est-il chez Offset 5 ?
Chez Offset 5, l’organisation s’appuie sur une chaîne technique structurée, avec un pré-presse internalisé, une ligne offset équipée de plusieurs groupes couleurs, et des postes de façonnage adaptables (dos carré, pliage, agrafage, personnalisation). Chaque service suit des procédures de contrôle interne, avec traçabilité sur les encres, papiers et consommables. Le dossier suit un plan de fabrication contrôlé par un planning centralisé coordonnant les postes. Les échanges se font via un ERP qui synchronise les états d’avancement. Les flux sont segmentés par typologie de produits pour rationaliser les calages et livraison. Un système de double validation encadre les transitions interservices, particulièrement entre pré-presse et production, ou entre façonnage et logistique. Cette structuration garantit la stabilité des flux même en période de forte charge ou pour des séries complexes.
Conclusion : un processus maîtrisé d’étape en étape
La circulation d’un dossier dans une imprimerie industrielle repose sur un enchaînement d’étapes techniques validées, coordonnées par un suivi de production rigoureux. Le rôle du planning et la communication entre services permettent d’assurer qualité, cohérence et respect des délais. Cette dynamique repose autant sur l’organisation humaine que sur les outils de traçabilité et de contrôle, garants d’un flux fluide du devis à l’expédition finale.